THE DRILLING DEPTH EFFECT
The high power density in the focus of 108W/cm2 and over also makes the electron beam ideally suited for drilling. A vapor capillary in the material builds up at the point of impact, and this is surrounded by a coat of molten material. This expansion of the backing material pushing out the molten metal forms the basis of the hole.

The backing material applied to the reverse side of the work piece being drilled is vaporized by the electron beam as soon as the work piece is penetrated. The emerging volume of gas expands explosively through the capillary and blasts out the molten material surrounding the capillary.

Drilling on the fly is not used by other methods (ie: laser beam, EDM, ECM). Due to the combination of beam deflection, the movement of the work piece device and a control system adapted to the process- it is possible to move the work piece and the beam independently of each other. During the drilling operation, the beam is simultaneously moved along the work piece surface. The beam is switched off between two drilling processes. At the next position the beam is switched on. The sequence of this procedure enables very high drilling frequencies. All of these processes happen so fast that the part seems like it isn’t stopping (Flying) while the holes are being drilled thus, “Drilling on the Fly”.

The electron beam is not moved and focused mechanically, but instead using electromagnetic lenses. The beam parameters and drilling parameters can be saved, which means the drilling process can always be reproduced.

Nearly all metallic materials can be processed, regardless of how hard they are. This also applies to alloys with a high thermal capacity.

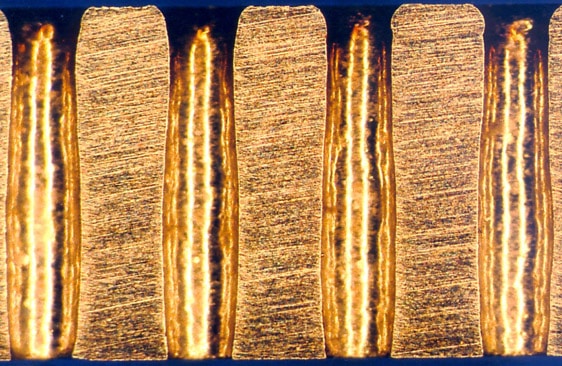
The perforation by the electron beam along with usage of backing material gives the drill holes a characteristic shape. The edge at the beam exit point is always sharp and burr free. At the beam entry point, the drill-hole normally features a slight rounding.
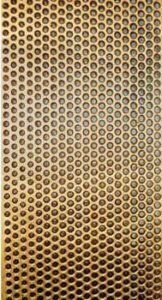 Using the electron beam for processing enables fast and accurate through-hole drilling in workpieces due to densely focused, high kinetic energy as well as high-speed control of the electron beam itself.
Using the electron beam for processing enables fast and accurate through-hole drilling in workpieces due to densely focused, high kinetic energy as well as high-speed control of the electron beam itself.