POWER GEN INDUSTRY
PTR EB WELDING CASE STUDIES
High value components, critical to the functionality of complex power generating systems, are preferably welded with an electron beam.

Combustion Chamber Cover Welding
In power generating gas turbines, multiple combustion chamber covers are used to create fuel/air mixtures and distribute them through machined channels to injection nozzles. Each cover assembly has multiple injection nozzles and channel covers that require welding. The preferred process for joining combustion chamber parts is electron beam welding. In this application, characterized by high levels of thermal cycling, the performance of EB welds is superior to other welding techniques.
Description:
2.5 ft diameter Forging
with Milled Channels
Material(s):
304 Stainless Steel
Joint Geometry:
step joint
Weld Depth:
0.500 in.

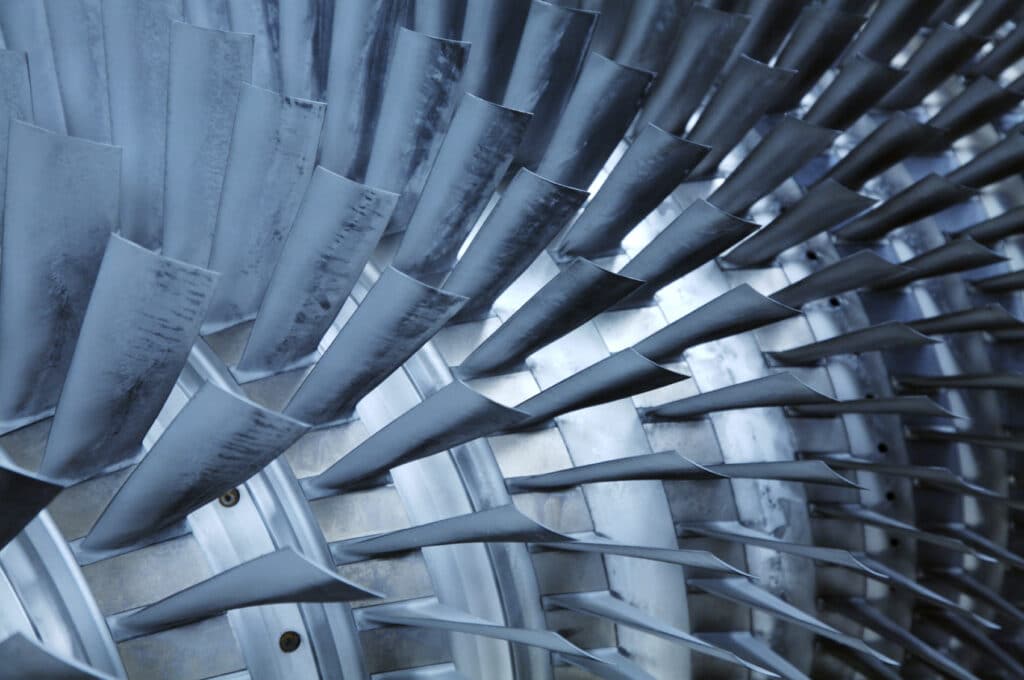
Steam Turbine Diaphragm Welding
The geometry of steam turbine diaphragms directly impacts their efficiency. With Electron Beam Welding, minimal heat input combined with parallel-sided welds results in overall low part distortion and dimensionally more true parts. This is why deep penetration welds of several inches, in a single pass, without the use of filler material are required. In comparison to conventional welding techniques EB Welding is the more cost-effective welding solution.
Description:
Round Forgings
Diameters up to 120 in.
Material(s):
Stainless and Carbon
Steel Combinations
Joint Geometry:
butt weld
Weld Depth:
up to 6 in.

Gas Turbine Fuel Nozzle Assembly Welding
Fuel nozzle assemblies atomize the air/fuel mixture in gas turbines for efficient combustion. Electron Beam welding is used to fabricate new fuel nozzles and to repair worn nozzles. Current designs require up to two dozen welds per assembly and some welds are between dissimilar materials. EB welding has proven to be a robust and repeatable process in particular for joining dissimilar materials in these assemblies.
Description:
Tube-to-Tube and Tube-
to-Casting Welds
Material(s):
Stainless Steels and
Nickel Based Alloys
Joint Geometry:
butt and step joints
Weld Depth:
0.020 in. to 0.500 in.